share
If your planner has ever said ‘I knew this order would be late but couldn’t stop it’ — that’s a sequencing problem. Here’s what these tools actually do, why they’re genuinely impressive, and why getting them right takes far more than switching one on.
What Is Production Sequencing — and Why Should You Care?
Every factory has a list of things to make. The question is never just “what do we make?” — it is “in what order, on which machine, starting when, with which setup?” That decision, made hundreds of times a day across dozens of machines, is production sequencing.
Get it right, and machines run efficiently, orders ship on time, and changeover costs stay low. Get it wrong, and you lose hours every day to unnecessary setups, create bottlenecks that nobody planned for, and end up firefighting instead of fulfilling. For a customer managing a complex plant, the difference is not abstract — it shows up in missed delivery dates, premium freight bills, and planners who spend their day reacting instead of planning.
Tools like Blue Yonder Sequencing exist precisely because this problem is too complex for a human to solve manually at scale — and too expensive to get wrong.
Why Sequencing Tools Are Genuinely Impressive
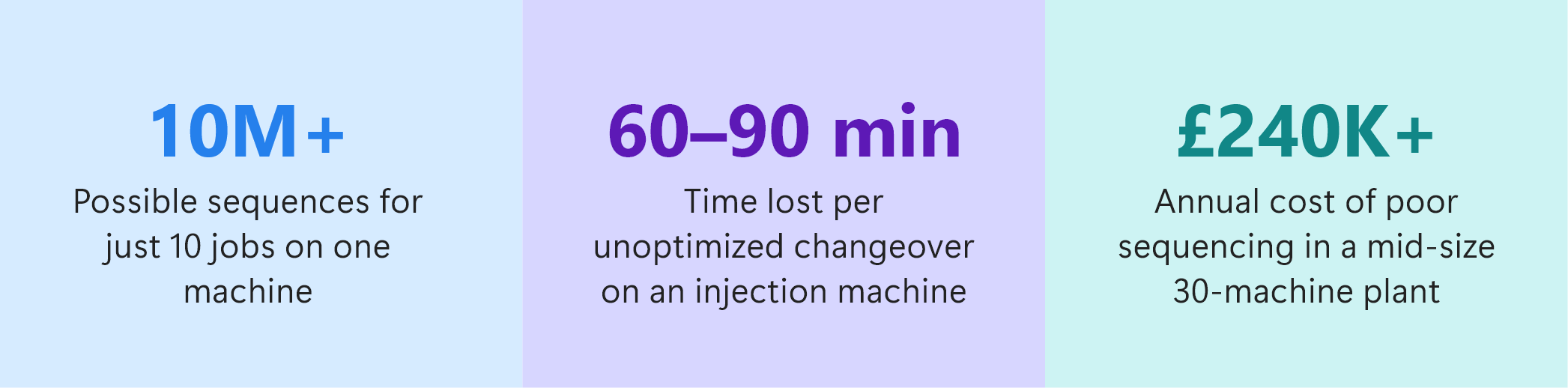
Here is the honest truth: production sequencing is one of the hardest optimisation problems in operations. It is what mathematicians call an “integer combinatorial problem” — a class of problem where the number of possible solutions grows so fast that even the world’s fastest computers cannot check every option. For a factory with 50 machines, 300 products, and 1,000 daily orders, the number of valid sequences is astronomically large.
What tools like BY Sequencing do is remarkable. Rather than trying every option, they use a sophisticated algorithm — inspired by how a skilled human scheduler thinks — to intelligently search through the possibilities and find a solution that is not just feasible, but good. Here is what makes it stand out:
The core challenges that this automation solution addresses include:
Attribute-based Scheduling: Most scheduling tools slot jobs into machines by simple rules: earliest due date, biggest order first. Sequencing tools goes deeper. Every product has attributes — material type, colour, size, chemical properties — and the tool uses those attributes to group compatible jobs together and minimise transitions between incompatible ones. The result: far fewer costly changeovers.
Changeover Matrix Intelligence: Not all changeovers are equal. Switching from Product A to Product B on a machine might take 20 minutes. Switching from B back to A might take 90 minutes, because you are going in the harder direction. Sequencing tools models the full matrix of transition costs between every product pair on every machine — and sequences jobs to travel the cheapest path through that matrix.
Multi-stage and Multi-resource Awareness: A battery is not made on one machine. Plastic injection feeds plate-making, which feeds assembly, which feeds DC charging. Sequencing decisions on Machine 1 ripple through to Machine 5. Sequencing Application models the entire chain and finds sequences that work end to end — not just locally optimal on one resource.
Auxiliary Resource Constraints: Some jobs need a crane to load. Others need a specific mold or operator certification. These auxiliary resources create constraints that cross-cut the primary machine schedule. Sequencing tools for example tracks all of them simultaneously — something no human planner can do reliably at volume.
The Classic Optimizer Engine: At the heart of the tool is a proprietary optimisation engine that uses simulated annealing and perturbation logic to escape local optima. It keeps searching, keeps improving, and stops when it reaches a defined quality threshold — or when the planner says it is good enough. It is, in effect, a machine that never gets tired of thinking.

And what does the planner actually see when the optimizer finishes?
Not a spreadsheet of 1,897 rows. They see the Schedule Board — a visual Gantt with every machine laid out by the hour, colour-coded by job status, with late orders flagged in red and early warnings surfaced automatically. A KPI dashboard sits alongside it, showing on-time performance, total changeover count, idle machine time, and constraint violations at a glance. For a planner reviewing 60 machines and 300 SKUs, this is the difference between understanding the schedule in two minutes and spending two hours trying to decode it. The output is designed to be read, not just generated — and that readability is as deliberate a part of the tool as the algorithm itself.
Why It Is Hard to Implement — The Iceberg Nobody Warns You About
Here is what people see when they look at a sequencing tool: a Gantt chart, some KPI scores, and a published schedule. Clean. Impressive. Looks straightforward. Here is what sits underneath that interface:
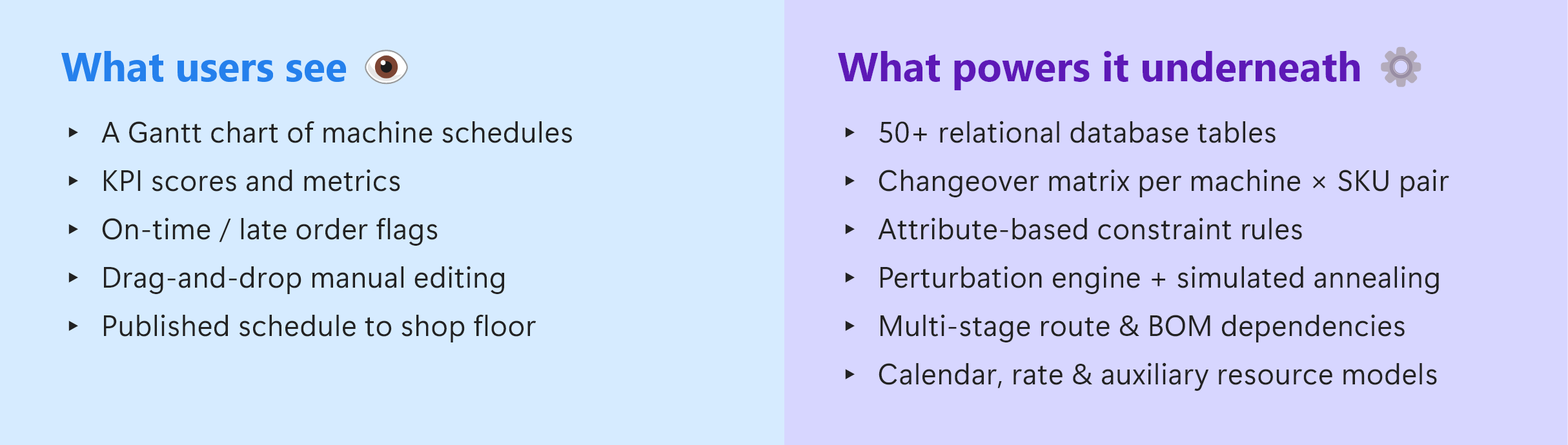
Every single item in that right column must be correctly configured before the tool produces a schedule worth trusting. Miss one element, and the optimiser will find a technically ‘optimal’ solution to the wrong problem.

Three specific things that catch every implementation off guard:
- The Data Quality Trap: The tool is only as accurate as the rates, routings, and changeover times fed into it. If your machine rate says a product takes 45 minutes per batch, but the real floor time is 67 minutes, the schedule will be wrong — confidently and precisely wrong. Cleaning master data is not a quick task. In most plants, it takes weeks.
- The Model-building Expertise Gap: Building a Sequencing model is not a point-and-click exercise. It requires understanding how the manufacturing environment works, how to translate physical constraints into the tool’s data model, and how to calibrate the algorithm’s metric weights so it optimises for the right things. This is a specialist skill that sits at the intersection of supply chain knowledge and deep tool expertise. It is rare.
- The Algorithm Calibration Problem: Even once the model is built, the optimiser needs tuning. How many perturbations should it run? What is the right balance between on-time delivery and changeover cost? How much weight should late orders carry versus idle time penalties? These are not software settings you look up in a manual. They are judgment calls made by someone who understands both the maths and the manufacturing context.
Why the Right Expertise Is Everything
The gap between a sequencing tool that ‘runs’ and one that genuinely optimises a factory is almost entirely a function of the person who built the model. Think of it like a formula one car. The engineering is extraordinary. But it produces its best performance in the hands of a driver who has spent years learning exactly how to push it — and exactly when not to. Hand the same car to someone without that background, and it finishes last.
The expertise a good sequencing implementation requires spans three domains simultaneously:
- Manufacturing Domain Knowledge: You need to understand how the factory actually runs — not how the org chart says it runs. What are the real bottlenecks? Which changeover times in the system are outdated? Which constraints are hard rules and which are informal conventions that occasionally get broken? Without this, even a technically perfect model will produce schedules that the shop floor rejects.
- Tool Depth: Sequencing tools has capabilities that most users never touch: pooled reusable resources, rate adjust processors, multi-stage assembly modelling, ISR (Intermediate Storage Resource) logic, relationship tables. The difference between an implementation that uses 30% of the tool’s potential and one that uses 80% is an expert who knows what the remaining 50% can do — and when to deploy it.
- Optimisation Intuition: Knowing how to tune an algorithm is part science, part craft. An experienced sequencing practitioner develops an instinct for what a particular metric weight change will do to a schedule — which is invaluable when a model is producing results that are technically valid but operationally impractical.
This is not a criticism of sequencing tools. It is a recognition that powerful tools demand capable hands. The organisations that get the most value from Sequencing applications are not those with the biggest budgets — they are those who invest in the right expertise to build the model correctly, maintain it as the factory changes, and interpret the output intelligently. For a technology OEM, this is also the differentiator: a well-implemented sequencing tool becomes embedded in how the factory thinks, not just how it plans. That depth of adoption is what turns a software licence into a long-term capability.

The Bottom Line
Production sequencing tools like BY Sequencing are some of the most sophisticated operational software in the supply chain world. They solve a problem that is genuinely hard — one that compound in complexity as factories grow, SKUs multiply, and customer expectations tighten.
They are worth the investment. But they are not plug-and-play. The organisations that treat them as a technology purchase, rather than a capability investment, will consistently under-deliver on the value they paid for.
The right approach: pair world-class tooling with world-class expertise. Understand what the tool can do. Build the model to reflect how the factory actually works. Invest in the people who can keep it calibrated as conditions change.

